Wie alles begann
Während einer unserer Überflechtungspräsentationen auf einer Konferenz wurde das Interesse geweckt, dass Scheldebouw die derzeitige manuelle Preform-Herstellung übernimmt.
Scheldebouw erhielt den Auftrag, die einzigartigen Fassadenelemente für Maison du Livre in Luxemburg zu liefern.
Die traditionelle Arbeitsweise
Dies führt in der Regel zu einer eher voluminösen Vorform, die für das Harz unterschiedlich infusionsbeständig sein und das Endteil beeinträchtigen kann.

Die neue Technologie
Die „neue“ Technologie ist das Überflechten, das wir seit 1994 betreiben.
Anstatt zuerst ein breites Gewebe zu erstellen, schneiden Sie Abschnitte aus und legen Sie diese Stücke manuell auf den Schaumkern. Der Schaumkern wird durch die Flechtmaschine bewegt. Die folgende Maschine verfügt über 144 Flechtträger für die biaxialen Fasern (±45º) und ein UD-Gatter mit 72 Positionen für die unidirektionalen Fasern.

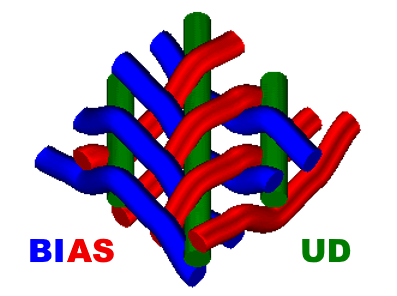
Beim Umflechten werden die Fasern in 3 Richtungen innerhalb einer einzigen Lage platziert.
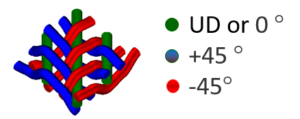
Die Bias-Fasern, die ±45º orientiert werden können, nehmen die Torsionslasten im Bauteil auf. Die UD- oder 0º-Fasern werden den Biegelasten standgehalten.
Nun gibt es die Möglichkeit, die Fasermenge an jeder der 72 UD-Positionen zu variieren.
Damit der Träger mehr Biegelasten in eine bestimmte Richtung aufnehmen kann, werden mehr UD-Fasern in diesen Preform-Bereich eingebracht.
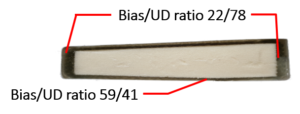
An der Spitze beträgt das Verhältnis zwischen biaxialen Fasern und UD-Fasern 22/78%. An den Seiten sind es 59/41%
Mehrere Geometrien wurden mit mehreren Schichten überflochten, um die erforderliche Dicke zu erreichen.
Vorteile für unsere Kunden
- Erhalten Sie formfertige Preforms. Dies spart den Mitarbeitern Zeit, die sie für andere wichtige Tätigkeiten einsetzen können
- Kostengünstige Preforms und geringe Makulaturraten (5-10%). Überflechten ist zusätzliche Herstellung
- Reproduzierbar durch CNC-Steuerung und automatisierte Prozesse und dadurch weniger Überraschungen bei der Infusion
- Überflochtene Preforms sind kompakt, manuelle Preforms sind sperrig
- Die Flechtwinkel sind je nach Überdeckungsfaktor von 30° bis 70° programmierbar
- 0° (UD) Garne können zu einem dreiachsigen Geflecht integriert werden (Biegung und Torsion)
- Das Verhältnis zwischen Bias / UD kann von 100/0 bis 15/85 variieren und auch von Position zu Position variieren
- Hybride sind sowohl in der Bias- als auch in der UD-Richtung möglich
- Hervorragende Energieabsorption in Crashstrukturen. Geflochtene Strukturen wirken als Rissstopper
- Geflochtene Strukturen haben eine gute Harzdurchlässigkeit
- Konkave Profile waren möglich und wurden geliefert
- Keine Überlappung im Vergleich zum Wickeln mit Stoffen und damit Gewichtsreduzierung

Geflochtener Vorformling und fertiges Fassadenprofil.
Möchten Sie weitere Informationen erhalten? Nehmen Sie Kontakt mit einem unserer Agenten auf!
Ihr Projekt in 4 Schritten
1
Das Problem
2
Zitat
3
Produktion
Lieferung
Haben wir Sie schon überzeugt?
Füllen Sie das Formular unverbindlich aus!
Das Überflechten bietet eine kostengünstige Lösung für Ihr Produkt, um Torsions- und Biegelasten mit einer geringen Abfallrate zu bewältigen.
Schicken Sie uns Ihre Skizze und wir können von dort aus weitermachen!